Making a Traditional Classical Guitar Rosette
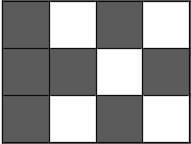
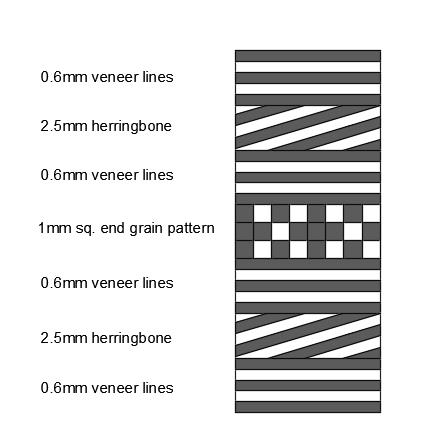
The traditional classical rosette consists of a number of components inlaid into the soundboard around the soundhole. The rosette in the image below has a central “end grain” pattern, a number of veneer lines, and two lines of half-herringbone (or rope). Some luthiers construct the whole rosette on a jig, and then inlay it into the soundboard in one piece, but in the method described here, each component is inlaid separately, starting with the end-grain pattern in the centre of the rosette.

.
End grain pattern
The end grain pattern is made up of 1mm square strips of different coloured wood glued together to form a pattern. In more detailed rosettes, 0.6mm (or thinner) veneers are used to create a finer pattern, but much more work is involved in making these. The 1mm strips are glued together in two stages to form a “log”, from which individual “tiles” will be cut, and inlaid into the soundboard.
The pattern consists of tiles of 3 x 4 1mm squares. First glue together each row of 4 lines. The lines need to be at least 300mm long. Use two 300mm rulers (covered with tape and/or paper to protect them from the glue) to hold the lines together, with some masking tape across them to secure them until the glue dries (about 30 minutes should be enough). When dry, scrape off any excess glue before gluing the 3 pieces together to form the log. Make sure that the pieces are glued together in the right order, and that they are aligned accurately. It may help to make a small jig to keep the pieces aligned while they are being glued.Leave the log to dry overnight.
Now the log must be cut into tiles, each approximately 2.5mm thick. Use a fine-toothed saw, and a jig to help keep the cuts square, and all the tiles the same thickness. Store the tiles safely until you are ready to inlay them into the soundboard.
.
Veneer lines
Either side of the end grain pattern, and at either edge of the rosette, there are groups of 5 veneer lines. You can choose different colours for these lines, but try to choose colours that will work with the overall design of the guitar – i.e. matching any veneers used in the head, and the top purflings. It is easier to inlay the veneer lines if they are glued together in pairs or threes. Individual lines are quite fragile, but any more than 3 or 4 will be difficult to bend. As there are 5 lines in each group, it is best to glue them up as a pair and a group of 3. Glue together strips that are about 25mm wide, and 400mm long. When dry, you can cut strips off to the required width of 2.5mm. Use the bending iron to bend the glued together veneer lines into circles approximately the right diameter for their positions in the rosette.
.
Herringbone
The final component to make is the half herringbone (or rope). These are made up from 0.6mm veneers, and again you can choose the colours/woods you use.
You will be using the herringbone-making jig is, which is designed to produce a length of herringbone sufficient to go all the way round the rosette without any joins, which makes the process much simpler. To do this you need to use the full length of the jig.

Glue up veneers of the colours you have chosen in the correct sequence. The strips should be 30mm wide, and the total length needs to be about 1m (this can be made up of 2 or 3 shorter lengths). Use the Blue Titebond glue, which has slightly better heat resistance when bending.

When the glue has dried, trim the strips to 25-28mm in width. The strips should then be cut into short lengths – these should be cut as accurately square and to the same length as possible. The exact length will depend on the angle you want for the herringbone, and the number of veneers (colours) you have used, but it should be somewhere around 30-35mm. If all the pieces are not accurately the same length, then any shorter pieces won’t be held tightly enough, and you will have gaps in the finished herringbone.
Next set the width of the herringbone jig. The exact width depends on the length you have cut the strips to, and the angle for the herringbone, but it should be around 8mm to 12mm. Remember that the shallower the angle used (i.e. the smaller the gap), the easier it will be to bend the herringbone without it breaking. Make sure the jig is set so that the gap is the same along the whole length.
You now need two wedges to hold the herringbone in place at the ends of the jig. The wedges need made to fit snugly in the gap in the jig, and the angle should be set to match the angle required for the herringbone.
Put the first wedge in one end of the jig – clamp it in position if necessary.

Push the first piece of the herringbone tight up against the wedge, then apply glue to one surface of the next piece. Push the glued side hard up against the first piece. Each piece needs to be pushed very firmly against the last piece, so that there are no gaps.
Repeat until all the pieces are used, or until you reach the other end of the jig.
Push the second wedge hard up against the last piece of the herringbone, and clamp it in position if necessary.
You should NOT need to clamp across the jig. This is not necessary if you have made all the pieces the same length, and pushed each piece tight up against the last. Clamping across the jig risks breaking it!

Leave for the glue to dry overnight.
When dry, carefully remove from the jig. Clean up the edges with a plane – the strip should still be about 25mm wide.
Now carefull plane down one surface of the herringbone until it is perfectly flat and square. You can easily see if the surface is off square, as the joins between the different colours will not be square with the edges.
When you’re happy with this side, you then need to plane, sand and/or scrape the other side down to reach the desired thickness. If you still have 5mm or more, it’s probably worth trimming it back on the bandsaw first, or even cutting it into two pieces if it’s thick enough. The final thickness should be about 2.5mm. Concentrate on getting the same thickness over the whole length and width of the herringbone.
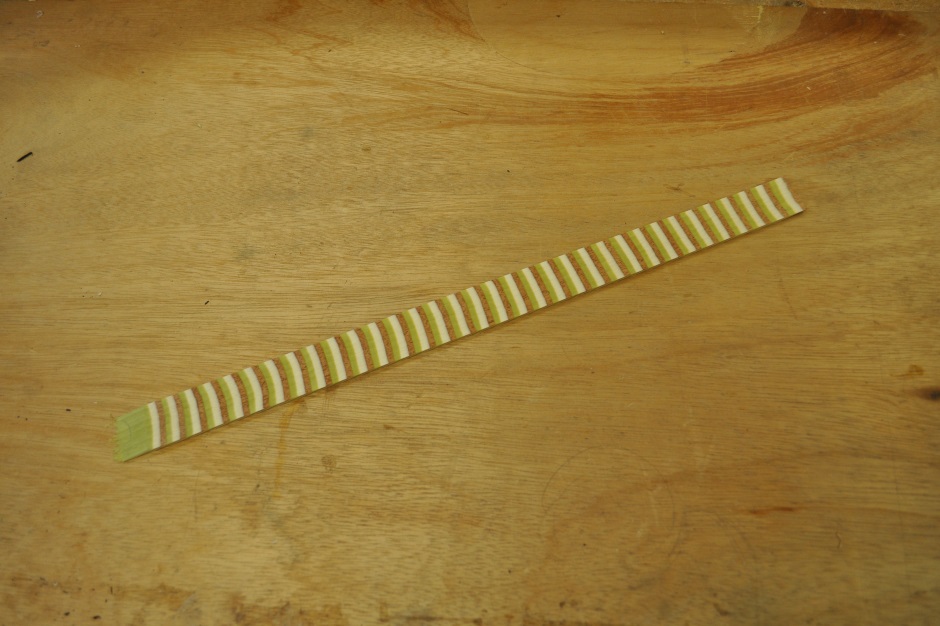
Now you can cut the herringbone into 2.5mm thick strips to inlay into the soundboard.

Take great care when bending the herringbone strips as it’s very easy to break them! In general, if you make the herrigbone with a very low angle (say 10 – 15 degrees), it is much less likely to break when bending than if the angle is higher (30 – 40 degrees).

You should now have all the components you need for the rosette.
.
Inlaying the rosette components
It is a good idea to clamp the soundboard to a thick, flat backing board, and to keep it clamped to this board until the rosette is complete. Drill a ¼” hole in the backing board for the circle cutter pin. Align this hole with the hole in the soundboard, put the pin in to hold it in position, then clamp the end of the soundboard using 2 clamps and a flat caul.
The first part to be inlaid will be the end grain tiles. First calculate the radius of the inner edge of the end grain pattern. On the Torres drawing, this is 11.5mm from the inner edge of the rosette. You need to add to this the soundhole radius (43mm) and the gap between the edge of the soundhole and the rosette (3mm). Mark this distance (57.5mm) from the centre of the soundhole , on the centreline of the soundboard where it will be covered by the fingerboard.
Set the circle cutter to this radius, making sure that the bevel of the blade is towards the waste side of the cut. The blade will need to be reversed to make the cut for the outer edge of the channel, as shown below:
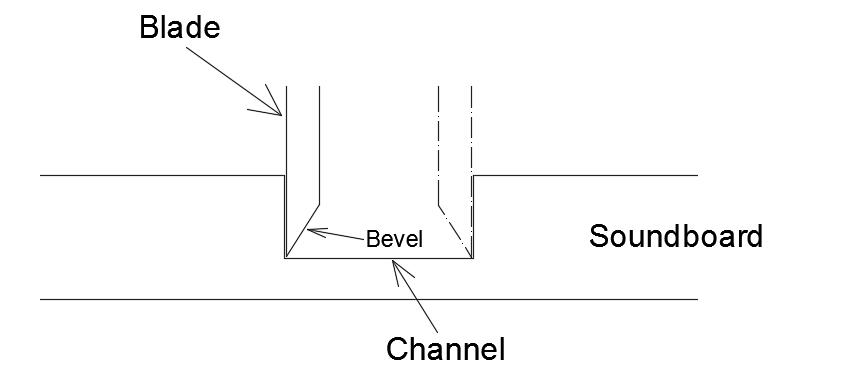
The circle cutter blade should protrude by 2.0mm from the base of the circle cutter. The first cut should be made very lightly, with just enough pressure to cut the fibres on the surface of the soundboard. Progressively cut deeper until you reach the maximum depth (2.0mm).
If the blade is sharp enough, you should be able to get a clean cut all the way round in one direction, but it is sometimes safer to only cut in the direction of the grain. To do this, you need to divide the circle into 4 quadrants, and make four separate cuts for each edge, and in the directions shown in the diagram below.
Now mark the width of the end grain tiles from the edge you have just cut, again on the centre line where it will be covered by the fingerboard. You can use this area to make test cuts to get the width of the channel exactly right before taking the cut all the way around. Cut to the full depth for a short distance from the centre join, and remove the waste material from between the two cuts using a chisel or hand router. Take one of the tiles and test the fit in the channel. If it is too tight or loose, adjust the circle cutter radius as necessary, and make another short cut. Test fit with the tile again. You should have space in the area that will be covered by the fingerboard to make 4 test cuts. When you are happy that the fit is perfect, continue the cut right around, again starting with a very light cut, and progressing slowly up to the maximum depth.
A hand router is the ideal tool for removing the waste material from the channel, but a chisel can be used. Take care not to cut too deeply, or to cut into the edges of the channel. Try to cut with the grain so as not to tear out at the bottom of the channel. The depth of the channel should be a shade less than 2mm – if you try to go down to the same depth as the circle cutter blade setting, it will be difficult to remove the waste material at the corners. The depth should be a minimum of 1.5mm.
For larger sized tiles, it is a good idea to start inlaying them at the centre join of the soundboard at the bottom of the rosette, so that the rosette pattern is symmetrical, but with the small tiles used for this design, it is less important. If you have enough tiles, you can inlay them all the way around the channel, but it is not essential to put tiles in the area that will be covered by the fingerboard. Apply glue into the channel, and start inlaying the tiles, making sure they are pushed together tightly, so that there are no gaps. When all the tiles have been glued in, leave overnight for the glue to dry.
Once fully dry, plane and/or scrape the tiles down flush with the soundboard. This will be easier if all the tiles were cut to exactly the same thickness. If using a plane, make sure it is sharp, and set fairly fine, as you will be planing across end grain, and there is a risk of pulling tiles out if the plane is blunt or set too coarsely. Finish with a sanding block if necessary.
The next components to inlay are the veneer lines. Set the circle cutter diameter so that it just touches the outside edge of the end grain tiles, making sure that the bevel of the blade is on the waste side (away from the tiles). The depth should still be 2mm. Cut all the way around, starting with a very light cut as before. Mark the other side of the channel at the correct width for the 5 veneer lines, which should be about 3mm, but check with the actual components. Reverse the circle cutter blade so that the bevel is on the waste side for the second cut. As before, you can use the area that will be covered by the fingerboard to make a test cut to check the fit of the 5 veneer lines (one piece with 2 veneers, and one with 3). The fit should be snug, with no gaps, but not so tight that it will be difficult to fit the veneers into the channel when the glue has been applied.
Once you are happy with the fit, continue the cut all the way round. Remove the waste with a chisel or hand router to just under 2mm depth. Test fit the veneer lines in the channel, and trim them to the correct length. If they are a bit too tight, you can compress the veneer lines slightly with a burnisher (or a pasta-maker if you have one!). This will help them fit more easily, and they will expand again to fit the channel when the glue is applied.
Apply glue all the way around the channel, and use a small brush to work the glue into the corners. Do NOT apply glue to the veneers – it is not necessary, and will make it harder to fit them into the channel. Insert the veneer lines into the channel, making sure they are pushed down fully. Leave to dry overnight.
When dry, plane and scrape the veneer lines flush with the soundboard. Now repeat the process for the veneer lines on the other side of the end grain tiles. The remaining channels can be cut 2 at a time, so next you can cut both channels for the half-herringbone. Use the area under the fingerboard for test cuts again, and glued the herringbone components into the channels.
The final two sets of veneer lines will form the outer and inner edges of the final rosette, so it is important to make these cuts as cleanly as possible. Make sure the circle cutter blade is sharp, and make these final cuts very carefully, cutting with the grain of the soundboard, in quadrants as shown in the diagram above. Once the final components have been inlaid, and the glue is dry, plane, scrape and sand the rosette flush with the soundboard. After final sanding, the edges should be clean and sharp, with no evidence of dried glue on the soundboard or the rosette.
Now sand the whole top surface of the soundboard. Before starting to thickness the soundboard, you should check that there are no tears, plane marks or other imperfections in the top surface that would need to be sanded out later.
Really love your approach to making the herringbone. I usually build blocks, but really like your approach much better. Will definitely try this… like, right now 🙂
Thank you James,,extremely helpful instructions. One question,what glue do you use in making veneer lines knowing they will have to be wetted prior to bending? Many thanks. Chris
Hi Chris, I use Titebond II (the blue one) – it’s a bit more heat and water resistant than TB original, and that seems to be enough for things to hold together when bending. Someone told me recently that Titebond Extend is better still, but I haven’t tried it myself.
Hi, are the small tiles tapered in any way? It seems to me that perfectly square tiles in a circle wil leave small gaps. Or am I thinking to difficult?
Hi Dick,
At this size (about 3mm) there is enough give in the wood that you can usually leave them square, and just pushing them tightly against each other when inlaying will get rid of any small gaps. Tiles any bigger than this do need to be tapered to get a perfect fit.
James